Valmistame ise keevitusmasina. Omatehtud inverterkeevitusmasin vanade telerite osadest Omatehtud keevitusmasin improviseeritud materjalidest

20 aastat tagasi pani ta sõbra palvel kokku töökindla keevitaja 220-voldist võrgust tööle. Enne seda oli tal pingelanguse tõttu probleeme naabritega: vajas säästlikku voolujuhtimisega režiimi.
Olles uurinud teemat teatmeteostes ja arutanud seda küsimust kolleegidega, valmistasin ette elektrilise türistori juhtimisahela ja paigaldasin selle.
See artikkel põhineb isiklik kogemus Ma räägin teile, kuidas ma kokku panin ja seadistasin keevitusmasin isetehtud toroidtrafol põhinev isetegemise alalisvool. See selgus väikese juhendi kujul.
Skeem ja töövisandid on mul endiselt alles, kuid ma ei saa fotosid anda: siis polnud digiseadmeid ja mu sõber kolis.
Mitmekülgsed võimalused ja ülesanded
Sõber vajas aparaati erineva paksusega torude, nurkade, lehtede keevitamiseks ja lõikamiseks, millel oleks võimalus töötada elektroodidega 3 ÷ 5 mm. Umbes keevitusinverterid tol ajal ei teadnud.
Otsustasime alalisvoolu kui universaalsema disainiga, pakkudes kvaliteetseid õmblusi.
Negatiivne poollaine eemaldati türistoritega, tekitades pulseeriva voolu, kuid need ei hakanud piike ideaalsesse olekusse siluma.

Keevituse väljundvoolu juhtimisahel võimaldab reguleerida selle väärtust väikestest väärtustest keevitamisel kuni 160-200 ampriteni, mis on vajalikud elektroodidega lõikamisel. Ta on:
- valmistatud paksude getinaksite pardal;
- suletud dielektrilise korpusega;
- paigaldatud korpusele reguleeritava potentsiomeetri käepideme väljundiga.
Keevitusmasina kaal ja mõõtmed osutusid tehasemudeliga võrreldes väiksemaks. Nad asetasid selle väikesele ratastega kärule. Töökoha vahetamiseks veeretas üks inimene seda vabalt ilma suurema vaevata.
Toitejuhe pikendusjuhtme kaudu ühendati sissejuhatava elektrikilbi pistikuga ja keevitusvoolikud keriti lihtsalt ümber kere.
Alalisvoolu keevitusmasina lihtne struktuur
Paigalduspõhimõtte kohaselt saab eristada järgmisi osi:
- omatehtud trafo keevitamiseks;
- selle toiteahel võrgust 220;
- väljundkeevitusvoolikud;
- türistori vooluregulaatori toiteplokk koos elektrooniline skeem juhtimine impulssmähisest.

Impulssmähis III asub II võimsustsoonis ja on ühendatud läbi kondensaatori C. Impulsside amplituud ja kestus sõltuvad mahtuvuse keerdude arvu suhtest.
Kuidas teha keevitamiseks kõige mugavam trafo: praktilised näpunäited
Teoreetiliselt saab keevitusmasina toiteks kasutada mis tahes trafo mudelit. Peamised nõuded sellele:
- anda kaare süütepinge tühikäigul;
- talub keevitamise ajal usaldusväärselt koormusvoolu ilma isolatsiooni ülekuumenemiseta pikaajalisest tööst;
- vastama elektriohutuse nõuetele.
Praktikas olen kohtunud erinevad kujundused omatehtud või tehase trafod. Kuid need kõik nõuavad elektriarvutust.
Olen pikka aega kasutanud lihtsustatud tehnikat, mis võimaldab teil luua keskmise täpsusega trafo jaoks üsna usaldusväärseid kujundusi. Sellest piisab koduseks kasutamiseks ja raadioamatöörseadmete toiteallikateks.
Seda kirjeldatakse minu veebisaidil artiklis See on keskmine tehnoloogia. See ei nõua elektriterase klasside ja omaduste täpsustamist. Tavaliselt me neid ei tea ega oska nendega arvestada.
Südamiku valmistamise omadused
Käsitöölised valmistavad magnetjuhtmeid erineva profiiliga elektriterasest: ristkülikukujulised, toroidsed, topeltristkülikukujulised. Nad kerivad isegi traadi mähiseid ümber põlenud võimsate asünkroonsete elektrimootorite staatorite.
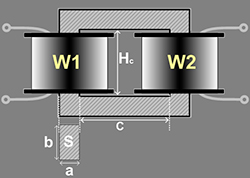
Meil oli võimalus kasutada kasutuselt kõrvaldatud kõrgepingeseadmeid koos demonteeritud voolu- ja pingetrafodega. Nad võtsid neilt elektriterasest ribad, tegid neist kaks rõngast - sõõrikud. Iga ristlõikepindalaks arvutati 47,3 cm 2 .
Need eraldati lakitud lapiga, kinnitati puuvillase paelaga, moodustades lamava kaheksa kuju.

Tugevdatud isoleerkihi peale keriti traat.
Jõumähise seadme saladused
Iga vooluringi juhe peab olema hea, tugeva isolatsiooniga, mis on ette nähtud pikk töö kuumutamisel. Vastasel juhul põleb see keevitamise ajal lihtsalt läbi. Lähtusime sellest, mis oli käepärast.
Saime lakiisolatsiooniga traadi, pealt kaetud riidest ümbrisega. Selle läbimõõt - 1,71 mm on väike, kuid metall on vask.
Kuna muud juhet lihtsalt polnud, hakati sellest toitemähist valmistama kahe paralleelse joonega: W1 ja W’1 sama pöörete arvuga - 210.
Südamikuga bagelid paigaldati tihedalt: nii on neil väiksemad mõõtmed ja kaal. Samas on piiratud ka mähise traadi vooluala. Paigaldamine on keeruline. Seetõttu purustati iga toiteallika poolmähis oma magnetahela rõngasteks.
Sel viisil me:
- kahekordistas toitemähise traadi ristlõiget;
- säästis ruumi bageli sees, et mahutada toitemähis.
Juhtmete joondamine
Tiheda mähise saate ainult hästi joondatud südamikust. Kui vanalt trafolt traadi ära eemaldasime, selgus, et see on väändunud.
Arvasin meeles vajalik pikkus. Sellest muidugi ei piisanud. Iga mähis tuli teha kahest osast ja ühendada kruviklambriga otse sõõriku külge.
Traat oli tänaval kogu pikkuses venitatud. Nad võtsid tangid kätte. Nad kinnitasid nendega vastassuunalised otsad ja tõmbasid jõuga eri suundades. Veen osutus hästi joondatud. Nad keerasid selle umbes meetrise läbimõõduga rõngaks.
Torusele traadi kerimise tehnoloogia
Jõumähises kasutasime velje või ratta mähimise meetodit, kui traadist valmistatakse suure läbimõõduga rõngas, mis keritakse torusse ühe pöörde kaupa keerates.
Sama põhimõtet kasutatakse ka mähisrõnga panemisel näiteks võtmele või võtmehoidjale. Pärast ratta toomist sõõriku sisse hakkavad nad seda järk-järgult lahti kerima, juhtme paigaldades ja kinnitades.
Aleksei Molodetski näitas seda protsessi hästi oma videos "Toori kerimine veljele".
See töö on raske, vaevarikas, nõuab visadust ja tähelepanu. Traat peab olema tihedalt paigaldatud, loendama, kontrollima sisemise õõnsuse täitmise protsessi, pidama arvestust haava keerdude arvu kohta.
Kuidas kerida toitemähist
Tema jaoks leidsime vasktraat sobiv sektsioon - 21 mm 2. Arvas pikkuse välja. See mõjutab pöörete arvu ja nendest sõltub hea süüte jaoks vajalik avatud ahela pinge. elektrikaar.
Tegime 48 pööret keskmise väljundiga. Kokku oli sõõrikul kolm otsa:
- keskmine - "plussi" otseseks ühendamiseks keevituselektroodiga;
- äärmuslik - türistoritele ja pärast neid maandusele.
Kuna sõõrikud on kinnitatud ja toitemähised on neile juba mööda rõngaste servi paigaldatud, viidi toiteahela mähis läbi süstikumeetodil. Joondatud traat volditi maoks ja lükati iga pöörde jaoks läbi sõõrikute aukude.
Keskpunkti koputamine teostati kruviühendusega koos selle isolatsiooniga lakitud lapiga.
Usaldusväärne keevitusvoolu juhtimisahel
Töösse on kaasatud kolm plokki:
- stabiliseeritud pinge;
- kõrgsageduslike impulsside moodustumine;
- impulsside eraldamine türistorite juhtelektroodide ahelas.
Pinge stabiliseerimine
220 V trafo toitemähisest on ühendatud lisatrafo väljundpingega ca 30 V. See on alaldatud D226D baasil dioodsillaga ja stabiliseeritud kahe D814V zeneri dioodiga.
Põhimõtteliselt võib siin töötada mis tahes toiteallikas, millel on väljundvoolu ja pinge sarnased elektrilised omadused.

Impulssblokk
Stabiliseeritud pinget tasandab kondensaator C1 ja see juhitakse impulsstrafosse läbi kahe otsese ja vastupidise polaarsusega bipolaarse transistori KT315 ja KT203A.


Transistorid genereerivad impulsse primaarmähisel Tr2. See on toroidaalset tüüpi impulsstrafo. See on valmistatud permalloy peal, kuigi võib kasutada ka ferriitrõngast.
Kolme mähise mähis viidi läbi üheaegselt kolme 0,2 mm läbimõõduga traaditükiga. Valmistatud 50 pöördega. Nende kaasamise polaarsus on oluline. Diagrammil on see näidatud punktidena. Iga väljundahela pinge on umbes 4 volti.
Mähised II ja III kuuluvad jõutüristoride VS1, VS2 juhtimisahelasse. Nende voolu piiravad takistid R7 ja R8 ning osa harmoonilisest katkestavad dioodid VD7, VD8. Välimus Kontrollisime impulsse ostsilloskoobiga.
Selles ahelas tuleb takistid valida impulssgeneraatori pinge jaoks nii, et selle vool kontrolliks usaldusväärselt iga türistori tööd.
Päästikuvool on 200 mA ja päästikupinge 3,5 volti.

Täna on raske ette kujutada mitmesuguste ehitust ja loomist metallkonstruktsioonid keevitustrafosid kasutamata. Konstruktsiooniühenduste kõrge töökindlus ja tööde teostamise lihtsus on võimaldanud keevitusmasinal kindlalt oma koha iga ehitaja arsenalis võtta. Sellist trafot saate osta mis tahes tööriistapood. Kuid mitte alati ei vasta tehasemudel teatud vajadustele ja nõuetele. Seetõttu proovivad paljud ise keevitamiseks trafot valmistada. Koduse keevitustrafo valmistamine toimub mitmes etapis, alustades arvutustest ja lõpetades paigaldamisega.
Kogu oma kätega keevitamiseks mõeldud trafo valmistamise protsessi mõistmiseks peate mõistma selle tööpõhimõtet, mis seisneb 220-voldise pinge teisendamises madalamaks, kuni 80-voldise pinge alla. Samal ajal suureneb voolutugevus 1,5 amprilt 160 - 200 amprini ja tööstuslikes kuni 1000 amprini. Seda keevitustrafo sõltuvust nimetatakse ka voolu-pinge alanemiskarakteristikuks ja see on üks seadme põhiomadusi. Selle sõltuvuse põhjal ehitatakse keevitustrafo kogu konstruktsioon ja kõik vajalikud arvutused, samuti loodud erinevaid mudeleid keevitusmasinad.
Keevitamiseks mõeldud omatehtud trafode tüübid
Elektrikaare fenomeni avastamisest ja esimese keevitusmasina loomisest on möödunud üle kahesaja aasta. Kogu selle aja jooksul on täiustatud keevitustrafot ja keevitusmeetodeid. Täna saab näha mitmeid mitmesugused kujundused erineva keerukuse ja tööpõhimõttega keevitusmasinad. Nende hulgas on kõige populaarsemad isevalmistamise jaoks keevitustrafod kontaktkeevituseks ja kaarkeevituseks.

Kaarkeevitustrafosid kasutati kõige enam käsitööliste seas. Sellel populaarsusel on mitu põhjust. Esiteks, seadme lihtne ja usaldusväärne disain. Teiseks lai valik rakendusi. Kolmandaks lihtsus ja kaasaskantavus. Kuid lisaks ülalkirjeldatud eelistele on käsitsi kaarkeevitamisel mitmeid puudusi, millest peamised on madal efektiivsus ja keevisõmbluse kvaliteedi sõltuvus keevitaja oskustest.
Kõige sagedamini kasutatakse käsitsi kaarkeevitust erinevatel remondi- ja ehitustöödel, metallkonstruktsioonide ja tarindite osade valmistamisel ning torude keevitamisel. Kaarkeevituse abil on võimalik nii erineva paksusega metalli lõikamine kui ka keevitamine.
![]()
Selliste trafode disain on üsna lihtne. Seade koosneb trafost endast, vooluregulaatorist, elektroodide hoidikust ja maandusklambrist. Eraldi tasub esile tõsta keskne element - trafo. Selle konstruktsiooni võib olla mitut tüüpi, kuid kõige populaarsemad on omatehtud toroidse ja U-kujulise magnetsüdamikuga keevitustrafod. Magnetahela ümber on kaks vask- või alumiiniumtraadi mähist - primaarne ja sekundaarne. Sõltuvalt jõudlusest muutub mähiste traadi paksus ja ka pöörete arv.

Seda tüüpi keevitust nimetatakse ka kontaktkeevituseks ja kontaktkeevitustrafod erinevad mõnevõrra kaarkeevitusmasinatest. Peamine erinevus seisneb keevitusmeetodis. Seega kui kaarkeevitamisel toimub sulamine elektrikaare abil, mis tekib elektroodi ja keevitatava pinna vahel, siis kontaktkeevitamisel toimub keevituspunkti punktkuumutamine elektriga, kasutades kahte teritatud vaskelektroodi ja eksponeerimist. kõrgsurveühendamiseks. Selle tulemusena sulab toorikute metall löögipunktis ja sulandub.
Punktkeevitus on leidnud laialdast rakendust autotööstuses, ehituses raudbetoonkonstruktsioonide armatuurist raami loomisel, õhukeste alumiiniumlehtede, roostevaba terase, vase ja muude metallide keevitamisel, mis nõuavad keevitamiseks eritingimusi.

Trafode projekteerimine punktkeevitus on ka teatud erinevused. Esiteks puudutab see ladestunud elektroodide puudumist. Selle asemel kasutatakse teravatipulisi vaskkontakte, mille vahel asuvad keevitavad elemendid. Teiseks on selliste seadmete trafod vähem võimsad ja valmistatud U-kujulise südamikuga. Kolmandaks on kontaktkeevitusmasinate konstruktsioonis kondensaatorite komplekt, mis pole kaarkeevitamiseks üldse vajalik.
Kuid hoolimata sellest, kas plaanite teha kaarkeevitust või kontakttrafot, peate teadma nende toimivust. Ja mõista, mille eest igaüks neist vastutab ja kuidas saab üht või teist omadust muuta.

Keevitustrafo töö määrab selle tööomadused. Teades ja mõistes, mille eest see või see omadus vastutab, saate keevitustrafo hõlpsalt arvutada ja seadme oma kätega kokku panna.
Võrgupinge ja faaside arv
See omadus näitab võrgupinget, millest keevitustrafo toidet saab. Kõige sagedamini on kodus valmistatud keevitustrafod ette nähtud pingele 220 V, kuid mõnikord võib see olla 380 V. Arvutuste tegemisel ja vooluahela loomisel on see parameeter üks peamisi.
Trafo nimikeevitusvool
See omadus on kõigi keevitustrafode peamine omadus. Metallist tooriku keevitamise ja lõikamise võimalus sõltub keevitusvoolu nimivoolu väärtusest. Kodus valmistatud ja majapidamises kasutatavates keevitustrafodes ei ületa nimivoolu väärtus 200 A. Kuid see on enam kui piisav, eriti kuna mida suurem see näitaja, seda suurem on trafo enda kaal. Näiteks tööstuslikes keevitustrafodes võib keevitusvool ulatuda 1000 A-ni ja selliste seadmete kaal on üle 300 kg.
Keevitusvoolu reguleerimise piirid
Erineva paksusega metalli keevitamisel on vaja teatud voolutugevust, vastasel juhul metall ei sula. Selleks on keevitustrafode projekteerimisel ette nähtud regulaator. Enamasti seatakse reguleerimispiirid teatud läbimõõduga elektroodide kasutamise vajadusest lähtuvalt. Kodus valmistatud kaarkeevitusmasinate puhul on reguleerimispiirid vahemikus 50 A kuni 200 A. Kontaktkeevitustrafode puhul algavad juhtimispiirid 800 A kuni 1000 A või rohkem.
Elektroodi läbimõõt
Erineva paksusega metalli keevitamiseks sama kaarkeevitusmasinaga on vaja reguleerida nimikeevitusvoolu, samuti kasutada erineva läbimõõduga elektroode. Tuleb selgelt mõista, et õhukeste elektroodidega keevitamine nõuab madalat voolutugevust ja paksemate puhul, vastupidi, suurt. Sama kehtib ka metalli paksuse kohta. Allolev tabel näitab kasutatud elektroodide läbimõõtude kokkuvõtet, olenevalt metalli paksusest ja trafo voolutugevusest.
Tähtis! Kontaktkeevitustrafode puhul on oluline ka elektroodide läbimõõt. Kuid sel juhul kasutatakse kahte parameetrit - elektroodi enda läbimõõtu ja selle koonusekujulise osa läbimõõtu.
Nimitööpinge
Nagu me juba teame, töötab keevitustrafo sisendpinge alandamisega madalamale väärtusele. Väljundpinget nimetatakse nimipingeks ja see ei ületa 80 volti. Kaarkeevitustrafode puhul on nimipinge vahemik 30–70 volti. Pealegi pole see omadus reguleeritav ja seatakse algselt. Punktkeevitamiseks mõeldud trafodel on erinevalt kaartrafodest veelgi madalam nimipinge suurusjärgus 1,5–2 volti. Sellised näitajad on pinge ja voolutugevuse seost arvestades üsna loomulikud. Mida suurem on vool, seda madalam on pinge.
Nimetatud töörežiim
See tööomadus on üks võtmetähtsusega. Nominaalne töörežiim näitab, kui kaua saate pidevalt töötada ja kui palju peate sellel jahtuma. Kodus valmistatud keevitustrafode puhul on nimirežiim vahemikus 30%. See tähendab, et 10 minutist saab 3 pidevalt küpsetada ja 7 minutit puhata.
Toite sisend ja väljund
Tegelikult on neil kahel näitajal vähe mõju. Kuid mõlemat näitajat teades on võimalik arvutada keevitustrafo efektiivsus. Mida väiksem on sisend- ja väljundvõimsuse vahe, seda parem. Tuleb märkida, et arvutuste tegemisel tuleb teada voolutarbimise väärtust ja sellega arvestada.
Avatud vooluahela pinge
See indikaator on oluline kaarkeevitustrafode jaoks. Ta vastutab kaare väljanägemise eest. Mida kõrgem on see indikaator, seda lihtsam on keevituskaar tekitada. Kuid avatud vooluahela pinge on ohutuseeskirjadega piiratud ja see ei tohiks ületada 80 volti.
Keevitustrafo skeem
Oma kätega keevitamiseks mõeldud trafo loomine ei saa ilma selle skemaatilise diagrammita hakkama. Tegelikult pole selles erilisi raskusi, eriti kuna trafo seade ise on üsna lihtne. Allolev diagramm näitab lihtsaimat kaarkeevitustrafot.

Tähtis! Neile, kes on vähe kursis või pole üldse kursis elektriskeemid, peaksite esmalt tutvuma standardiga GOST 21.614 "Elektriseadmete ja juhtmestiku tingimuslikud graafilised kujutised originaalis". Ja alles siis jätkake keevitustrafo vooluringi loomist.
Elektrotehnika ja tehnoloogia arenguga on keevitustrafo vooluringi täiustatud. Tänapäeval näete kodus valmistatud keevitusmasinates dioodsildu ja erinevaid keevitusvoolu regulaatoreid. Kaarkeevitustrafo alloleval diagrammil näete, kuidas dioodsild on sellesse integreeritud.

Tähtis! Koduste kaarkeevitustrafode seas on kõige populaarsem toroidne. Sellisel seadmel on suurepärased jõudlusnäitajad, mis on suurusjärgu võrra kõrgemad kui U-kujulise südamikuga trafodel. See kehtib eeskätt kõrge efektiivsuse ja nimivoolu kohta, millel on kasulik mõju seadme üldisele kaalule.
Erinevalt ülalkirjeldatutest on punktkeevitustrafo ahel keerulisem ja võib sisaldada kondensaatoreid, türistoreid ja dioode. See täidis võimaldab täpsemalt reguleerida voolutugevust ja ka takistuskeevituse aega. Ligikaudne skeem trafo kontaktkeevitamiseks on näha allpool.

Lisaks ülaltoodud keevitusmasinate skeemidele on ka teisi. Nende leidmine ei aita eriline töö. Neid postitatakse nii Internetti kui ka erinevatesse elektrotehnikat käsitlevatesse ajakirjadesse ja raamatutesse. Olles omandanud teile kõige meeldivama skeemi, võite jätkata keevitustrafo arvutuste ja kokkupanekuga.
Nagu juba kirjeldatud, koosneb trafo südamikust ja kahest mähisest. Just need konstruktsioonielemendid vastutavad keevitamiseks mõeldud trafo peamiste tööomaduste eest. Teades eelnevalt, milline peaks olema nimivool, primaar- ja sekundaarmähise pinge ning muud parameetrid, tehakse mähiste, südamiku ja juhtmeosa arvutus.
Keevitamiseks mõeldud trafo arvutuste tegemisel võetakse aluseks järgmised andmed:
- primaarmähise pinge U1. Tegelikult on see võrgupinge, millest trafo töötab. Võib olla 220V või 380V;
- sekundaarmähise nimipinge U2. Elektripinge, mis peaks olema pärast sissetuleva langetamist ja mitte üle 80 V. Vajalik kaare käivitamiseks;
- sekundaarmähise nimivool I. See parameeter valitakse selle põhjal, millised elektroodid keevitatakse ja milline on keevitatava metalli maksimaalne paksus;
- südamiku ristlõikepindala Sc. Seadme töökindlus sõltub südamiku piirkonnast. Optimaalne ristlõikepindala on 45–55 cm2;
- aknaala Nii. Südamiku akna pindala valitakse hea magnetilise hajumise, liigse soojuse eemaldamise ja traadi kerimise lihtsuse alusel. Optimaalseks peetakse parameetreid vahemikus 80 kuni 110 cm2;
- mähise voolutihedus (A/mm2). See on kaunis oluline parameeter, mis vastutab trafo mähiste elektrikadude eest. Omatehtud keevitustrafode puhul on see näitaja 2,5–3 A.
Arvutuste näitena võtame järgmised parameetrid keevitustrafo jaoks: võrgupinge U1=220 V, sekundaarmähise pinge U2=60 V, nimivool 180 A, südamiku ristlõikepindala Sc=45 cm2, akna pindala So=100 cm2, voolutihedus mähises 3 A.
P \u003d 1,5 * Sc * Nii \u003d 1,5 * 45 * 100 = 6750 W või 6,75 kW.
Tähtis! Selles valemis on P, Sh tüüpi südamikuga trafode puhul rakendatav koefitsient 1,5, toroidtrafode puhul on see koefitsient 1,9 ja PL, ShL tüüpi südamike puhul 1,7.
Tähtis! Nagu esimeses valemis, kasutatakse P, Sh-tüüpi südamikuga trafode puhul koefitsienti 50. Toroidtrafode puhul on see 35 ja PL, ShL tüüpi südamike puhul 40.
Nüüd arvutame primaarmähise maksimaalse voolutugevuse vastavalt valemile: Imax \u003d P / U \u003d 6750/220 \u003d 30,7 A. Jääb arvutada saadud andmete põhjal pöörded.
Pöörete arvutamiseks kasutame valemit Wx \u003d Ux * K. Sekundaarmähise puhul on see W2 = U2 * K = 60 * 1,11 = 67 pööret. Esmase arvutuse teostame veidi hiljem, kuna seal kasutatakse teistsugust valemit. Üsna sageli, eriti toroidtrafode puhul, arvutatakse voolu reguleerimise astmed. Seda tehakse traadi väljastamiseks teatud pöördel. Arvutamine toimub järgmise valemi järgi: W1st \u003d (220 * W2) / Ust.
Ust - sekundaarmähise väljundpinge.
W2 - sekundaarmähise pöörded.
W1st - teatud etapi primaarmähise pöörded.
Kuid kõigepealt on vaja arvutada iga etapi pinge Ust. Selleks kasutame valemit U=P/I. Näiteks peame oma 6750 W trafo jaoks muutma neli astet reguleeritavaks 90 A, 100 A, 130 A ja 160 A jaoks. Asendades andmed valemisse, saame U1st1 \u003d 75 V, U1st2 \u003d 67,5 V, U1st3 \u003d 52 V, U1st4 \u003d 42,2 V.
Asendame saadud väärtused reguleerimisastmete pöörete arvutamise vormi ja saame W1st1=197 pööret, W1st2=219 pööret, W1st3=284 pööret, W1st4=350 pööret. Lisades 4. etapiks saadud pöörete maksimumväärtusele veel 5%, saame reaalse pöörete arvu - 385 pööret.
Lõpuks arvutame primaar- ja sekundaarmähise traadi ristlõike. Selleks jagame iga mähise maksimaalse voolu voolutihedusega. Selle tulemusena saame Sprim = 11 mm2 ja Ssecond = 60 mm2.
Tähtis! Takistuskeevitustrafo arvutamine toimub sarnaselt. Kuid on mitmeid olulisi erinevusi. Fakt on see, et selliste trafode sekundaarmähise nimivool on väikese võimsusega trafode puhul umbes 2000–5000 A ja võimsate puhul kuni 150 000 A. Lisaks toimub selliste trafode reguleerimine kuni 8 sammu, kasutades kondensaatoreid ja dioodsilda.
Keevitustrafo paigaldamine
Kui teil on kõik arvutused ja skeem käepärast, võite hakata trafot kokku panema. Kogu töö ei ole niivõrd raske, kuivõrd vaevarikas, kuna peate arvestama pöörete arvu ja mitte eksima. Hoolimata asjaolust, et keevitamiseks mõeldud toroidtrafo on kodus valmistatud seadmete seas kõige populaarsem, kaalume paigaldamist U-kujulise südamikuga trafo näitel. Seda tüüpi trafot on erinevalt toroidaalsest ja omatehtud toodete seas populaarsuselt teine on mõnevõrra lihtsam kokku panna.

Alustame tööd raamide loomine mähistele. Selleks kasutame tekstoliitplaate. Seda materjali kasutatakse tembeldatud plaatide loomiseks. Plaatidelt lõikasime välja detailid kahe kasti jaoks. Iga kast koosneb kahest ülemisest kaanest, millel on pilud nelja seina jaoks. Sisemiste pilude pindala vastab südamiku ristlõike pindalale, karbi seintele veidi suurenenud. Näide, kuidas karbi osad välja peaksid nägema, on näha fotol.

Olles kokku pannud mähiste raamid, isoleerime need kuumakindla isolatsiooniga. Seejärel hakkame mähiseid kerima.


Soovitav on võtta kuumakindla klaasiisolatsiooniga mähiste juhtmed. See läheb muidugi tavajuhtmestikuga võrreldes mõnevõrra kallimaks, kuid selle tulemusel ei teki peavalu seoses võimaliku ülekuumenemise ja mähiste rikkega. Pärast ühe juhtmestiku kihi kerimist isoleerime selle ja alles pärast seda hakkame järgmist kerima. Ärge unustage teatud arvule tokkidele kraanid teha. Mähiste loomise lõpus kerime pealmise isolatsioonikihi. Painde otstes kinnitame vaskpoldid.
Tähtis! Enne juhtmete otstes olevate poltide paigaldamist ja kinnitamist venitame viimased läbi täiendavate avade, mis on lõigatud tekstoliitraami ülemisse plaati.


Nüüd jätkame keevitustrafo magnetahela kokkupaneku ja segamisega. Selle jaoks kasutatakse spetsiaalselt selleks loodud rauda. Metallil on teatud magnetinduktsiooni näitajad ja vale kaubamärk võib kõik ära rikkuda. Metallist südamikuplaate saab eemaldada vanadelt trafodelt või osta eraldi. Vahvlid ise on umbes 1 mm paksused ja kogu südamiku kokkupanemine nõuab vaid kõigi vahvlite kannatlikku ühendamist. Pärast lõpetamist tuleks kõiki mähiseid testijaga kontrollida vigade suhtes.

Pärast trafo kokkupaneku lõpetamist teeme seda dioodsild ja paigaldage vooluregulaator. Dioodsilla jaoks kasutame B200 või KBPC5010 tüüpi dioode. Iga dioodi nimivool on 50 A, seega on 180 A nimivooluga keevitustrafo jaoks vaja 4 sellist dioodi. Kõik dioodid on kinnitatud alumiiniumradiaatori külge ja ühendatud induktiivpooliga paralleelselt mähiste kraanidega. Kõik, mis on jäänud, on kere kokku panna ja asetage sinna keevitustrafo.
![]()
Hea isetegemise keevitustrafo ei pruugi esimesel korral töötada. Sellel on palju põhjuseid, alustades vigadest arvutustes ja lõpetades kogemuste puudumisega elektriseadmete komplekteerimisel ja paigaldamisel. Aga kõik tuleb kogemusega ja trafo mähiseid korra või paar tagasi kerides saab soovitud tulemuse.
Ehituses, paigalduses ja remonditööd kasutatakse keevitusmasinat. Tavaliselt ostetakse disain valmis, kuid saate seda ise teha. Sel juhul märkimisväärne kokkuhoid Raha. Pealegi võib see protsess köita neid, kellele meeldib tegeleda millegi uue valmistamisega.
Ühendused, elektroodid ja mähised
Keevitusmasina oma kätega kokkupanemiseks peate otsustama skeemi, mille alusel tööd tehakse. Juba enne põhitöö algust tasub mõelda, kuidas seadet toidetakse. Kui pinge on kõrgem, võib seadme kasutamine kahjustada inimeste tervist.

Tavaliselt kasutatakse seadmete toiteks ühefaasilist võrku pingega 220 V. Sel juhul on vaja kasutada lisamähist (spetsiaalne liiteseadis), mille abil perioodiliselt muutuv. elektrivool keevitusperioodil.






Enne keevitusinverteri oma kätega kokkupanemist peate ostma:
- Trafo magnetahel.
- Kaugkondensaatori seadmed.
- Keevitusrežiimi lüliti.
- Mitut tüüpi mähised (esmane, sekundaarne, täiendav).
- Reguleerivad seadmed, mis aitavad luua optimaalse keevitusrežiimi.
- Spetsiaalsed soojusandurid.
- Seade, mis annab teile helidega märku optimaalsest töörežiimist.

Miks kasutada betooni
Enne inverterkeevitusmasina valmistamist oma kätega peate valmistama korpuse. See on valmistatud spetsiaalselt ettevalmistatud betoonist, mida iseloomustab kõrge plastilisus. See materjal on võimeline kiiresti kõvenema ja omandama soovitud kuju.

Kere on valmistatud peeneteralisest liivast ja teatud vahekorras tsemendist. Peaksite võtma 75 protsenti liiva, 20 protsenti tsementi. Lisaks nendele komponentidele on vaja lisada võrdne kogus PVA-liimi ja klaasvilla. Mõnikord asendatakse liim vees lahustuva lateksmaterjaliga.

Algajad käsitöölised usuvad, et seadet on selle korpuse loomisega võrreldes üsna lihtne oma kätega kokku panna. Järjestikuse tööga pannakse konstruktsioon kokku üsna kiiresti.

Korpus peab olema vähemalt 1 cm paksune Keevitusmasin puhastatakse, järgneb kuivatamine, misjärel asutakse korpust valmistama. Pärast betooni kõvenemise ootamist töödeldakse seadet väliselt orgaanilise monomeeriga.






Selle ülesandega toimetulemiseks soovitavad eksperdid kasutada stüreeni või metüülmetakrülaati. Need aitavad seadme pinda kuumtöödelda. Sellises olukorras tuleks rakendada temperatuuri üle 70 kraadi Celsiuse järgi.

Monomeeri polümerisatsiooni tulemusena moodustub üksuse korpuse pinnale veekindel kiht. See on see, kes kaitseb konstruktsiooni pinda keskkonnamõjude eest.

Lihtne disain
Keevitusmasina paigutuse jaoks võite kasutada vigast kodumasinad. Näiteks võite kasutada ebaõnnestunud mikrolaineahju. Koos sellega peaksite võtma elektrijuhtmed, klambrid, puidust detailid ja näpunäiteid.

Võttes kõik need komponendid, saate lühiajaline isegi minimaalsete teadmistega tehnoloogia vallas, teha läbiviimisaparaadi projekteerimine punkt keevitustööd.

Seadme sees olevad osad kinnitatakse sobiva suurusega isekeermestavate kruvide, seibide või kronsteinidega. Optimaalne on kasutada katkise mikrolaineahju hooldatavat trafot, millest seadmed valmistatakse käsitsi.

Montaažiprotsess
Nad alustavad tööd trafo sekundaarmähise eemaldamisega. See toiming nõuab täpsust. See viiakse läbi nurklihvijaga.

Järgmisena eemaldatakse lamellsüdamik sekundaarmähise pinnalt. Pärast trafo toimingut võib leida mõlemalt poolt ära lõigatud osi. Nende abiga läheb töö paremaks. Ideaalis on vaja tagada, et südamiku isolatsioonikiht oleks defektideta.

Seejärel kinnitatakse magnetiline šunt. Tavapärase töötamise ajal tehakse ise-ise-keevitusmasina tööd. Seejärel keritakse trafo vaskmaterjalist paksu traadi abil ümber. Kui südamik on kahjustatud, tuleb see parandada. Kui defekt on minimaalne, on koht isoleeritud.






Järgmises etapis on vaja puidust klots asetage trafo kohale, kinnitades tööjaama üla- ja alaosa klambritega. Kui elektroodid on kvalitatiivselt kinnitatud, töötab seade paremini. Kui kontaktidel on defekte, on elemente keeruline keevitada.


Elektroodide fikseerimine varda ülemisele ja alumisele osale toimub isekeermestavate kruvidega. Seejärel ühendatakse nendega mähised juhtmed. Vaskklemmid on vaja korralikult kinnitada tangide abil, mis on tavaliselt algajatele väga raske. Struktuur on valmis. Seejärel tuleb kontrollida, kas seadmega saab midagi keevitada, samas on oluline järgida ohutusnõudeid.

Tavaliselt pole keevitusmasina kokkupanemine keeruline isegi neil inimestel, kellel on minimaalsed tehnilised teadmised. Selleks saate kasutada samm-sammult juhised fotodega kõigis olemasolevates etappides suur hulk internetis.

DIY keevitusmasina foto





























Ükski töö rauaga ei saa hakkama ilma keevitusmasinata. See võimaldab lõigata ja ühendada mis tahes suuruse ja paksusega metallosi. Hea otsus- keevitada oma kätega, sest head mudelid on kallid ja odavad on madala kvaliteediga. Idee elluviimiseks isetootmine pead hankima keevitaja erivarustus, võimaldades lihvida spetsialisti kvaliteedioskusi reaalsetes tingimustes.
Tööriista tüübid ja omadused
Pärast kõike vajalikud tingimused ettevalmistav etapp edukalt jälgides on võimalik oma kätega keevitusseadme mudelit valmistada. Tänapäeval on palju skemaatilised diagrammid, mille abil seadet saab valmistada. Need töötavad ühel järgmistest viisidest:
- Alalis- või vahelduvvool.
- Impulss või inverter.
- Automaatne või poolautomaatne.
Tasub pöörata tähelepanu trafotüübile kuuluvale seadmele. Selle seadme oluline omadus on selle töö vahelduvvoolul, mis võimaldab seda kasutada kodutingimustes. Vahelduvvooluseadmed on võimelised tagama keevisliidete nomenklatuuri kvaliteedi. Seda tüüpi üksus leiab igapäevaelus hõlpsasti rakenduse. erasektoris asuva kinnisvara teenindamisel.
Sellise seadme kokkupanemiseks peab teil olema:
- Umbes 20 meetrit suure ristlõikega kaablit või traati.
- Suure magnetilise läbilaskvusega metallist alus, mida kasutatakse trafo südamikuna.
 Südamiku optimaalsel konfiguratsioonil on U-kujuline vardapõhi. Teoreetiliselt sobib mis tahes muu konfiguratsiooni tuum hõlpsasti, näiteks - ümara kujuga võetud staatorist, mis on muutunud kasutuskõlbmatuks elektrimootoriks. Kuid praktikas on sellisele alusele mähise kerimine palju keerulisem.
Südamiku optimaalsel konfiguratsioonil on U-kujuline vardapõhi. Teoreetiliselt sobib mis tahes muu konfiguratsiooni tuum hõlpsasti, näiteks - ümara kujuga võetud staatorist, mis on muutunud kasutuskõlbmatuks elektrimootoriks. Kuid praktikas on sellisele alusele mähise kerimine palju keerulisem.
Kodumajapidamises valmistatud keevitusmasinale kuuluva südamiku ristlõikepindala on 50 cm 2. Sellest piisab, kui kasutada paigalduses 3–4 mm läbimõõduga vardaid. Kasutamine suurem osa toob kaasa ainult konstruktsiooni massi suurenemise ja seadme efektiivsus ei tõuse.
Tootmisjuhised
 Primaarmähise jaoks on vaja kasutada kõrge kuumakindlusega vasktraati, kuna keevitamise ajal puutub see kokku kõrgete temperatuuridega. Kasutatav traat tuleb valida klaaskiust või puuvillast isolatsiooni järgi mõeldud statsionaarseks kasutamiseks kõrge temperatuuriga tsoonis.
Primaarmähise jaoks on vaja kasutada kõrge kuumakindlusega vasktraati, kuna keevitamise ajal puutub see kokku kõrgete temperatuuridega. Kasutatav traat tuleb valida klaaskiust või puuvillast isolatsiooni järgi mõeldud statsionaarseks kasutamiseks kõrge temperatuuriga tsoonis.
Trafo mähiseks ei ole lubatud kasutada PVC-isolatsiooniga traati, mis kuumutamisel muutub koheselt kasutuskõlbmatuks. Mõnel juhul tehakse trafo mähise isolatsioon iseseisvalt.
Selle protseduuri läbiviimiseks peate võtma puuvillasest riidest või klaaskiust tooriku, lõikama selle umbes 2 cm laiusteks ribadeks, mähkima ettevalmistatud traadi nendega ja immutama sideme mis tahes elektriliste omadustega lakiga. Selline isolatsioon soojusomaduste poolest ei allu ühelegi tehase analoogile.

Rullid keritakse kindla põhimõtte järgi. Kõigepealt keritakse pool primaarmähisest, millele järgneb pool sekundaarmähist. Seejärel jätkake sama tehnikaga teise mähise juurde. Isolatsioonikatte kvaliteedi parandamiseks mähiste kihtide vahel sisestatakse papi, klaaskiust või pressitud paberi ribade killud.
Riistvara seadistamine
 Järgmisena peate konfigureerima. Seda toodetakse võrgus olevate seadmete sisselülitamisega ja sekundaarmähisest pingenäitude võtmisega. Selle pinge peaks olema 60–65 volti.
Järgmisena peate konfigureerima. Seda toodetakse võrgus olevate seadmete sisselülitamisega ja sekundaarmähisest pingenäitude võtmisega. Selle pinge peaks olema 60–65 volti.
Parameetrite täpne reguleerimine toimub mähise pikkuse vähendamise või suurendamise teel. Kvalitatiivse tulemuse saamiseks tuleks sekundaarmähise pinge reguleerida määratud parameetritele.
Valmis keevitustrafo primaarmähisega on ühendatud VRP-kaabel või SHRPS-juhe, mida kasutatakse võrguga ühendamiseks. Üks sekundaarmähise väljunditest juhitakse terminali, kuhu seejärel ühendatakse “mass”, ja teine kaabliga ühendatud terminali. Viimane protseduur on lõpetatud ja uus keevitusseade on töövalmis.
Väikese ühiku tootmine
Väikese keevitusmasina valmistamiseks sobib kergesti nõukogude stiilis teleri autotransformaator. Seda saab hõlpsasti kasutada voltkaare saamiseks. Selleks, et kõik õigesti toimiks, ühendatakse autotransformaatori klemmide vahele grafiitelektroodid. See lihtne disain võimaldab teil teha mitu lihtsad tööd kasutades keevitust, näiteks:
- Termopaaride valmistamine või parandamine.
- Kõrge süsinikusisaldusega terastoodete kuumutamine maksimaalse temperatuurini.
- Tööriistaterase karastamine.
 Autotransformaatori baasil loodud kodus valmistatud keevitusmasinal on märkimisväärne puudus. Seda tuleb kasutada täiendavate ettevaatusabinõudega. Ilma elektrivõrgust galvaanilise isolatsioonita on tegemist üsna ohtliku seadmega.
Autotransformaatori baasil loodud kodus valmistatud keevitusmasinal on märkimisväärne puudus. Seda tuleb kasutada täiendavate ettevaatusabinõudega. Ilma elektrivõrgust galvaanilise isolatsioonita on tegemist üsna ohtliku seadmega.
Keevitusmasina loomiseks sobiva autotrafo optimaalseteks parameetriteks peetakse väljundpinget vahemikus 40–50 volti ja väikest võimsust 200–300 vatti. See seade on võimeline andma 10–12 amprit töövoolu, millest piisab juhtmete, termopaaride ja muude elementide keevitamiseks.
Isetegemise minikeevitusmasina elektroodidena saate kasutada lihtsa pliiatsi juhtmeid. Improviseeritud elektroodide hoidikud võivad toimida erinevate elektriseadmete klemmidena.
Keevitamiseks ühendatakse hoidik ühe sekundaarmähise klemmiga ja keevitatav detail teise külge. Hoidiku käepide on kõige parem teha klaaskiust seibist või muust kuumakindlast materjalist. Tuleb märkida, et kaar sarnane seade toimib piisavalt lühidalt, vältides kasutatud autotransformaatori ülekuumenemist.
Keevitusmasinat kasutatakse ühendamiseks teatud tüüpi keretöödel metallosad. Tööd nende seadmetega tehakse aga tavaliselt tõsiste kehakahjustuste korral, mis on suhteliselt haruldased. Seetõttu ei tasu ühekordseks kasutamiseks uut suhteliselt kallist seadet soetada. Koduseks kasutamiseks saate keevitusmasinat oma kätega valmistada.
Iseärasused
Tuleb meeles pidada, et keevitusmasina valmistamine iseseisvalt on kasulik ainult siis, kui on olemas mõned algkomponendid. Seda seetõttu, et kuigi kogudes kõige lihtsam mudel kõnealune seade pole keeruline, selleks vajalikud materjalid on väga kallid. Seega, kui ostate need eraldi spetsiaalselt selle seadme oma kätega valmistamiseks, võib see lõpliku maksumuse poolest osutuda uue kaubamärgiga tööriista lähedaseks, mis muidugi ületab kodus valmistatud keevitamise. masin tehniliste omaduste poolest.
Disain
Kõnealuse tööriista aluseks on trafo, mis toimib energiaallikana. See koosneb kahest metallsüdamikule keritud vasktraadi mähist. Pealegi erinevad mähised pöörete arvu poolest. Seda, mis on vooluvõrku ühendatud, nimetatakse primaarseks. Sekundaarmähises tekib induktsiooni tõttu väiksema pingega, kuid suurema voolutugevusega vool.
Tuleb meeles pidada, et väikese voolutugevusega keevitusmasin tekitab ebakvaliteetset keevitust, samas kui liiga kõrge voolutugevus põhjustab elektroodide põlemist ja metalli lõikamist.
Keevitusmasin võib olla varustatud trafoga, näiteks mikrolaineahjust. Kuna aga selle sekundaarmähisele ilmub umbes 2000-voldine pinge, on pinge alandamiseks, nimelt pöörete arvu vähendamiseks, vaja konstruktsioonis oma kätega teha muudatusi.

Pinge vähendamiseks saetakse sekundaarmähis kahest kohast ja tõmmatakse mähist välja. Sel juhul tuleb jälgida, et primaarmähis ei kahjustaks. Seejärel keritakse sekundaarmähis ümber paksema traadi või emailisolatsiooniga PEV-traadi või 0,05 mm paksuse termopaberiga. Soovitatav on kasutada kolmandat võimalust, kuna nii välditakse nahaefekti ilmnemist, mis avaldub tavapärase traadi kasutamise korral. See seisneb kõrgsageduslike voolude nihkumises, mis viib juhi ülekuumenemiseni.
Tekkinud mähis kaetakse õhukese isoleeriva lakiga. Iga trafo mudeli jaoks arvutatakse sellised parameetrid nagu pöörete arv ja paksus. Siiski on tuletatud ka optimaalsed väärtused: mähise paksus on 0,3 mm, laius 40 mm, traadi paksus on 0,5-0,7 mm.
Kui mikrolaineahjust või mõnest muust seadmest pole trafot, saate selle ise kokku panna. Selleks on vaja südamikku ristlõige 25-55 cm² suure magnetilise läbilaskvusega traforauda, mitmekümne meetri pikkune vasktraat, isolatsioonimaterjalid.
Traadi osas peetakse parimaks võimaluseks kuumuskindlat vasktraati klaaskiust, puuvillast või äärmisel juhul kummist isolatsiooniga. Saate ise isolatsiooni teha. Selleks lõigake isoleermaterjal 2 cm ribadeks ja keerake traat nende ümber.
Viimane etapp on immutamine elektrilise lakiga. Mida parem on isolatsioon, seda väiksem on tööriista ülekuumenemise võimalus. Mähise parameetrid arvutatakse seadme tehniliste omaduste põhjal. Koduse keevitusmasina avatud vooluahela väljundpinge jääb vahemikku 60–65 V, tööpinge 18–24 V. Suurima võimsuse ja 4 mm läbimõõduga elektroodi korral on võimsus sekundaarmähises on 3,5-4 kW, esmases - umbes 5 kW , võttes arvesse kadusid. Vool on sel juhul umbes 25 A.
![]()
Pöörete arv määratakse pinge alusel, võttes arvesse magnetahela südamiku ristlõikepindala 2 cm. Kvaliteetse juhtmega 1 V jaoks on 0,9 - 1,1 pööret. Kogusumma saadakse pingetaseme jagamisel sagedusega. Sel viisil arvutatakse mõlema mähise näitajad. Selle põhjal saate määrata vajaliku traadi pikkuse, korrutades ühe pöörde pikkuse nende ajaga kokku. Sel juhul peate tegema mõningaid varusid.
Enne mähiste kerimist on vaja teha tekstoliidist või elektripapist raamid, mis asetatakse vabalt südamikule. Primaar- ja sekundaarmähise vahele on vaja paigaldada isolatsioon klaaskiust, elektrilisest või tavalisest papist.
Raam
Keevitusmasin peaks olema varustatud korpusega, millesse trafo välistegurite eest kaitsmiseks asetatakse. Seda valides või valmistades tuleb arvestada, et tänu elektromagnetiline kiirgus mitte kõik materjalid ei sobi selleks. parimad valikud kaaluge täielikult kumerat jäika terasest korpust või dielektrilistest materjalidest valmistatud korpust. Teist võimalust on keerulisem oma kätega leida või kokku panna, lisaks on see vähem vastupidav, kuid väldib vibratsiooni ja energiakadu konstruktsioonielemendid pöörisvooludest põhjustatud trafod, mida ergastavad mähiste läheduses paiknevad tugevad hajuvad magnetväljad.
Muudest materjalidest valmistatud korpuste puhul saab neid negatiivseid nähtusi mõnevõrra vähendada (30-50%, olenevalt korpuse konstruktsioonist ja materjalist), kui korpusele tehakse pikisuunalised lõiked.
Enamikul omatehtud keevitustööriistadel pole ühes tükis korpust. See väldib sellega seotud probleeme, nagu vibratsioon, pöörisvoolud ja energiakadud. Kuid sel juhul puutub keevitusmasin kokku välisteguritega, mis toob kaasa järsk langus töökindlus ja tööohutus. Lisaks tuleb arvestada, et eelmainitud kaod ulatuvad paari protsendini, mis elektriliinide takistuse ja võrgu pingekõikumiste taustal on peaaegu märkamatu.

Lisaks on keevitusvoolu sujuvaks reguleerimiseks soovitav masin varustada sekundaarse pingeregulaatoriga. See kompenseerib kaod pikkades juhtmetes, mis on eriti oluline vooluvõrgust eemal töötades. Kaubamärgiga tööriistades on astmeline pinge reguleerimine mähiste ümberlülitamise teel. Koduse elektrikeevitusmasina saab varustada türistoritele ehitatud pingealaldusahelaga.
Usaldusväärsuse küsimus
Isetegev keevitusmasin ei ole enamikul juhtudel nii usaldusväärne kui kaubamärgiga analoog. Seetõttu tuleks tootmisel selle parandamiseks võtta mõned meetmed.
Ülekuumenemist peetakse peamiseks teguriks, mis põhjustab kõnealuste seadmete enneaegse rikke. Selle esinemise võimaluse vähendamiseks on kõigepealt vaja teha tõhus isolatsioon. Selleks on vaja usaldusväärseid mähisjuhtmeid, mille voolutihedus on kuni 5-7 A / ruutmeetrit. Sellest ei pruugi aga piisata.
Traadi kiireks jahutamiseks on vaja tagada koostoime õhuga. Selleks peate mähistesse tegema pilud. Pärast esimest traadikihti ja iga kahe järgneva kihi järel sisestatakse väljastpoolt getenax või puitplaadid 5-10 mm.
See tagab, et iga traadikiht puutub ühelt poolt õhuga kokku. Kui keevitusmasinal pole ventilaatoreid, on pilud suunatud vertikaalselt, et tagada pidev õhuringlus. Sel juhul siseneb külm õhk altpoolt, soe õhk tõuseb üles.

Tõhusam variant keevitusmasina trafo jahutuse tagamiseks on loomulikult ventilaator. Selle puhumine peaaegu ei mõjuta küttekiirust, kuid kiirendab oluliselt jahtumist. Siiski tuleb meeles pidada, et suletud mähistega trafo puhul ei lahene ülekuumenemise probleem isegi paigaldamisel. võimas ventilaator. Sel juhul saab seda vältida ainult mõõduka töörežiimiga.
Trafo ülekuumenemise probleemile on veel üks lahendus. See seisneb selle sukeldamises trafoõlisse. See vedelik mitte ainult ei eemalda soojust, vaid on ka täiendav isolaator. Sellisel juhul peab trafo korpus olema suletud anum.
Ülekuumenemise seisukohalt on kõige problemaatilisemad toroidaalsed trafod. Need kuumenevad kiiresti ja jahtuvad aeglaselt. Samuti on kodus valmistatud trafode üsna tõsine probleem vibratsioon, mis tekib töö ajal külgetõmbe tõttu. metallist elemendid vahelduv magnetväli, mille nad tekitavad. Selle tõttu tekib juhtmete hõõrdumine, mis viib isolatsiooni hävimiseni, samuti raami nurkades olevate mähiste hävimiseni ja mulgustamiseni. Vibratsiooni mõju vähendamiseks on vaja teha kvaliteetne isolatsioon. Samuti on vaja kõik fikseeritud elemendid kindlalt kinnitada.
Vältige keevitusmasina hoidmist ja kasutamist kõrge õhuniiskuse tingimustes. Isolatsiooni pragudes kondenseeruv vesi on voolujuht. Enne kasutamist tuleb tööriista kontrollida. Kui pinge ületab 60–65 V, suurendage või vähendage mähist.





