Делаем сварочный аппарат самостоятельно. Самодельный инверторный сварочный аппарат из деталей старых телевизоров Самодельный сварочный аппарат из подручных материалов

20 лет назад по просьбе товарища собирал ему надежный сварочник для работы от сети 220 вольт. До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока.
После изучения темы в справочниках и обсуждения вопроса с коллегами подготовил электрическую схему управления на тиристорах, смонтировал ее.
В этой статье на основе личного опыта рассказываю, как собрал и настроил сварочный аппарат постоянного тока своими руками на базе самодельного тороидального трансформатора. Она получилась в виде небольшой инструкции.
Схема и рабочие эскизы у меня остались, но фотографии привести не могу: цифровых аппаратов тогда не было, а товарищ переехал.
Универсальные возможности и выполняемые задачи
Товарищу требовался аппарат для сварки и резки труб, уголков, листов разной толщины с возможностью работы электродами 3÷5 мм. О сварочных инверторах в то время не знали.
Остановились на конструкции постоянного тока, как более универсальной, обеспечивающей качественные швы.
Тиристорами убрали отрицательную полуволну, создав пульсирующий ток, но сглаживанием пиков до идеального состояния заниматься не стали.

Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до 160-200 ампер, необходимых при резке электродами. Она:
- изготовлена на плате из толстого гетинакса;
- закрыта диэлектрическим кожухом;
- смонтирована на корпусе с выводом рукоятки регулировочного потенциометра.
Вес и габариты сварочного аппарата по сравнению с заводской моделью получились меньшими. Разместили его на небольшой тележке с колесиками. Для смены места работы один человек свободно перекатывал его без особых усилий.
Провод питания через удлинитель подключали к разъему вводного электрического щитка, а шланги для сварки просто наматывали на корпус.
Простая конструкция сварочного аппарата постоянного тока
По принципу монтажа можно выделить следующие части:
- самодельный трансформатор для сварки;
- цепь его питания от сети 220;
- выходные сварочные шланги;
- силовой блок тиристорного регулятора тока с электронной схемой управления от импульсной обмотки.

Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Как сделать самый удобный трансформатор для сварки: практические советы
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
- обеспечивать напряжение зажигания дуги на холостом ходу;
- надежно выдерживать ток нагрузки во время сварки без перегрева изоляции от длительной работы;
- отвечать требованиям электрической безопасности.
На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Особенности изготовления сердечника
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца - бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см 2 .
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.

Сверху усиленного изоляционного слоя стали мотать провод.
Секреты устройства обмотки питания
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр - 1,71 мм маловат, но металл - медь.
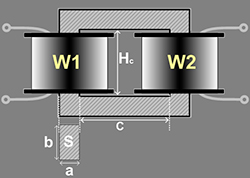
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков - 210.
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
- вдвое увеличили поперечное сечение провода обмотки питания;
- сэкономили место внутри бубликов для размещения силовой обмотки.
Выравнивание провода
Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Технология намотки провода на тор
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Алексей Молодецкий в своем видеоролике «Намотка тора на обод».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Как мотать силовую обмотку
Для нее мы нашли медный провод подходящего сечения - 21 мм 2 . Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
- средний - для прямого подключения «плюса» к сварочному электроду;
- крайние - на тиристоры и после них на массу.
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
Надежная схема управления сварочным током
В работе участвуют три блока:
- стабилизированного напряжения;
- формирования высокочастотных импульсов;
- разделения импульсов на цепи управляющих электродов тиристоров.
Стабилизация напряжения
От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе.

Импульсный блок
Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А.


Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо.
Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт.
Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом.
В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора.
Ток отпирания 200 мА, а отпирающее напряжение - 3,5 вольта.

Сегодня трудно себе представить возведение и создание различных металлических конструкций без применения сварочных трансформаторов. Высокая надежность соединений конструкций и простота выполнения работ позволила сварочному аппарату прочно занять свое место в арсенале любого строителя. Приобрести такой трансформатор можно в любом строительном магазине. Но не всегда заводская модель может соответствовать определенным запросам и требованиям. Поэтому многие стараются сделать трансформатор для сварки самостоятельно. Изготовление самодельного сварочного трансформатора проходит в несколько этапов, начиная с расчетов и заканчивая монтажом.
Для понимания всего процесса изготовления трансформатора для сварки своими руками необходимо разобраться в принципе его работы, который заключается в преобразовании напряжения 220 Вольт в более низкое напряжение до 80 Вольт. При этом сила тока возрастает с 1,5 Ампер до 160 - 200 Ампер, а в промышленных до 1000 Ампер. Эта зависимость для сварочного трансформатора еще называется понижающей вольтамперной характеристикой и является одной из основополагающих характеристик аппарата. Именно на основании этой зависимости построена вся конструкция сварочного трансформатора и выполняются все необходимые расчеты, а также созданы различные модели сварочных аппаратов.
Виды самодельных трансформаторов для сварки
С момента открытия явления электрической дуги и создания первого сварочного аппарата прошло более двухсот лет. В течение всего этого времени сварочный трансформатор и способы сварки совершенствовались. На сегодняшний день можно увидеть несколько различных конструкций сварочных аппаратов, различной сложности и принципа действия. Среди них наиболее популярными для изготовления своими руками являются сварочный трансформатор для контактной сварки и для дуговой.

Наибольшего распространения среди народных умельцев получили трансформаторы дуговой сварки. Причин такой популярности несколько. Во-первых, простая и надежная конструкция аппарата. Во-вторых, широкий диапазон применения. В-третьих, простота и мобильность. Но кроме описанных выше преимуществ, ручная дуговая сварка имеет ряд недостатков, среди которых основными являются низкий КПД и зависимость качества сварочного шва от навыка сварщика.
Ручная дуговая сварка чаще всего широко применяется для различных ремонтно-строительных работ, изготовления металлических конструкций и частей конструкций, сварки труб. С помощью дуговой сварки возможна как резка, так и сварка металла различной толщины.
![]()
Конструкция таких трансформаторов довольно проста. Аппарат состоит из самого трансформатора, регулятора силы тока, держателя для электродов и зажима массы. Отдельно стоит выделить центральный элемент - трансформатор. Его конструкция может быть нескольких видов, но наиболее популярными являются самодельные сварочные трансформаторы с тороидальным и П-образным магнитопроводом. Вокруг магнитопровода расположены две обмотки медного или алюминиевого провода - первичная и вторичная. В зависимости от рабочих характеристик изменяется толщина провода на обмотках, а также количество витков.

Этот вид сварки еще называют контактной, и сварочные трансформаторы контактной сварки несколько отличается от аппаратов дуговой сварки. Ключевое отличие заключается в способе сварки. Так если при дуговой сварке плавление происходит при помощи электрической дуги, возникающей между электродом и свариваемой поверхностью, то в контактной сварке выполняется точечный нагрев места сварки электричеством при помощи двух заточенных медных электродов и воздействием высокого давления для соединения. В результате металл заготовок в точке воздействия расплавляется и сливается.
Точечная сварка нашла широкое применение в автомобильной промышленности, в строительстве при создании каркаса из арматуры для ЖБ конструкций, сварки тонких листов из алюминия, нержавейки, меди и прочих металлов, требующих специальных условий для сварки.

Конструкция трансформаторов для точечной сварки также имеет определенные отличия. Во-первых, это касается отсутствия наплавляемых электродов. Вместо этого используются заостренные медные контакты, между которыми располагаются свариваемые элементы. Во-вторых, трансформаторы в таких аппаратах менее мощные и выполнены с П-образным сердечником. В-третьих, контактные сварочные аппараты имеют в своей конструкции набор конденсаторов, что для дуговой сварки совсем необязательно.
Но в независимости от того, планируете Вы делать трансформатор дуговой сварки или контактной, необходимо знать их рабочие характеристики. И понимать, за что отвечает каждая из них и как можно изменить ту или иную характеристику.

Работу сварочного трансформатора определяют его рабочие характеристики. Зная и понимая, за что отвечает та или иная характеристика, можно без особых проблем выполнить расчет сварочного трансформатора и собрать аппарат своими руками.
Напряжение сети и количество фаз
Эта характеристика указывает на напряжение сети, от которой будет запитан сварочный трансформатор. Чаще всего самодельные сварочные трансформаторы рассчитаны на напряжение в 220 В, но иногда это может быть и 380 В. При выполнении расчетов и создании схемы этот параметр является одним из основных.
Номинальный сварочный ток трансформатора
Эта характеристика является основной для любого сварочного трансформатора. От величины номинального сварочного тока зависит возможность сварки и резки металлической заготовки. В самодельных и бытовых сварочных трансформаторах значение номинального тока не превышает 200 А. Но этого более чем достаточно, тем более что чем выше этот показатель, тем выше вес самого трансформатора. К примеру в промышленных сварочных трансформаторах сварочный ток может достигать 1000 А, а вес у таких аппаратов будет более 300 кг.
Пределы регулирования сварочного тока
При сварке металла различной толщины необходима определенная сила тока иначе металл не расплавится. Для этого в конструкции сварочных трансформаторов предусмотрен регулятор. Чаще всего пределы регулировки устанавливаются исходя из потребности использования электродов определенного диаметра. Для самодельных сварочных аппаратов дуговой сварки пределы регулировки колеблются от 50 А до 200 А. Для сварочных трансформаторов контактной сварки пределы регулирования начинаются от 800 А до 1000 А и более.
Диаметр электрода
Чтобы сварить металл различной толщины, используя один и тот же аппарат дуговой сварки, приходится регулировать номинальный сварочный ток, а также использовать электроды различного диаметра. Необходимо четко понимать, что для сварки тонкими электродами требуется низкая сила тока, а для более толстых - наоборот, большая. Тоже самое касается и толщины металла. В приведенной ниже таблице указаны сводные данные по диаметрам используемых электродов в зависимости от толщины металла и силы тока трансформатора.
Важно! Для трансформаторов контактной сварки диаметр электродов также важен. Но при этом используются два параметра - диаметр самого электрода и диаметр его конусовидной части.
Номинальное рабочее напряжение
Как мы уже знаем, сварочный трансформатор работает на понижение входящего напряжения до более низкого значения. Напряжения на выходе называется номинальным и не превышает 80 Вольт. Для сварочных трансформаторов дуговой сварки диапазон номинального напряжения находится в пределах 30 - 70 Вольт. Причем эта характеристика не регулируема и задается изначально. Трансформаторы для точечной сварки, в отличие от дуговых, имеют еще более низкое номинальное напряжение порядка 1,5 - 2 Вольта. Такие показатели вполне закономерны, учитывая связь между напряжением и силой тока. Чем выше должна быть сила тока, тем меньше напряжение.
Номинальный режим работы
Эта рабочая характеристика является одной из ключевых. Номинальный режим работы указывает на то, сколько времени можно работать беспрерывно и сколько необходимо давать ему остыть. У самодельных сварочных трансформаторов номинальный режим находится в переделах 30 %. То есть из 10 минут 3 можно варить беспрерывно и 7 минут оставлять на отдых.
Мощность потребляемая и выходная
По сути эти два показателя мало на что влияют. Но зная оба этих показателя, можно рассчитать КПД сварочного трансформатора. Чем меньше разница между потребляемой и выходной мощностью, тем лучше. Необходимо отметить, что при выполнении расчетов значение потребляемой мощности необходимо знать и учитывать.
Напряжение холостого хода
Этот показатель важен для дуговых сварочных трансформаторов. Он отвечает за появление дуги. Чем выше этот показатель, тем легче можно вызвать сварочную дугу. Но напряжение холостого хода ограничено правилами безопасности и не должно превышать 80 Вольт.
Схема сварочного трансформатора
Создавая трансформатор для сварки своими руками, не обойтись без его принципиальной схемы. По сути особых сложностей в этом нет, тем более что устройство самого трансформатора довольно простое. На приведенной ниже схеме изображен самый простой дуговой сварочный трансформатор.

Важно! Тем, кто плохо разбирается или совсем не разбирается в электрических схемах, следует вначале ознакомиться с ГОСТ 21.614 «Изображения условные графические электрооборудования и проводок в оригинале». И лишь затем переходить к созданию схемы для сварочного трансформатора.
С развитием электротехники и технологий схема сварочного трансформатора совершенствовалась. Сегодня в самодельных аппаратах для сварки можно увидеть диодные мосты и различные регуляторы силы сварочного тока. На приведенной ниже схеме дугового сварочного трансформатора видно, как интегрирован в неё диодный мост.

Важно! Наибольшую популярность среди самодельных дуговых сварочных трансформаторов имеет тороидальный. Такой аппарат обладает прекрасными рабочими характеристиками, которые на порядок выше, чем у трансформаторов с П-образным сердечником. Это касается в первую очередь высокого КПД и номинальной силы тока, что выгодно сказывается на общем весе аппарата.
В отличие от описанных выше, схема трансформатора для точечной сварки более сложная и может включать в себя конденсаторы, тиристоры и диоды. Такое наполнение позволяет более тонко регулировать силу тока, а также время контактной сварки. Примерную схему трансформатора для контактной сварки можно увидеть ниже.

Помимо приведенных схем сварочных аппаратов существуют и другие. Найти их не составит особого труда. Они размещены как в сети интернет, так и в различных журналах и книгах об электротехнике. Обзаведясь наиболее понравившейся схемой, можно приступать к расчетам и сборке сварочного трансформатора.
Как уже было описано, трансформатор состоит из сердечника и двух обмоток. Именно эти элементы конструкции отвечают за основные рабочие характеристики трансформатора для сварки. Зная заранее, какими должны быть номинальная сила тока, напряжение на первичной и вторичной обмотках, а также другие параметры, выполняется расчет для обмоток, сердечника и сечения провода.
При выполнении расчетов трансформатора для сварки за основу берутся следующие данные:
- напряжение первичной обмотки U1. По сути, это напряжение сети, от которой будет работать трансформатор. Может быть 220 В или 380 В;
- номинальное напряжение вторичной обмотки U2. Напряжение электричества, которое должно быть после понижения входящего и не превышающее 80 В. Требуется для возбуждения дуги;
- номинальная сила тока вторичной обмотки I. Этот параметр выбирается из расчета, какими электродами будет вестись сварка и какой максимальной толщины металл можно будет сварить;
- площадь сечения сердечника Sс. От площади сердечника зависит надежность работы аппарата. Оптимальной считается площадь сечения от 45 до 55 см2;
- площадь окна So. Площадь окна сердечника выбирается из расчета хорошего магнитного рассеяния, отвода избытка тепла и удобства намотки провода. Оптимальными считаются параметры от 80 до 110 см2;
- плотность тока в обмотке (A/мм2). Это довольно важный параметр, отвечающий за электропотери в обмотках трансформатора. Для самодельных сварочных трансформаторов этот показатель составляет 2,5 - 3 А.
В качестве примера расчетов возьмем следующие параметры для сварочного трансформатора: напряжение сети U1=220 В, напряжение вторичной обмотки U2=60 В, номинальная сила тока 180 А, площадь сечения сердечника Sс=45 см2, площадь окна So=100 см2, плотность тока в обмотке 3 А.
P = 1,5*Sс*So = 1,5*45*100 = 6750 Вт или 6,75 кВт.
Важно! В данной формуле коэффициент 1,5 применим для трансформаторов с сердечником типа П, Ш. Для тороидальных трансформаторов этот коэффициент равен 1,9, а для сердечников типа ПЛ, ШЛ 1,7.
Важно! Также как и в первой формуле, коэффициент 50 использован для трансформаторов с сердечником типа П, Ш. Для тороидальных трансформаторов он будет равен 35, а для сердечников типа ПЛ, ШЛ 40.
Теперь выполняем расчет максимальной силы тока на первичной обмотке по формуле: Imax = P/U = 6750/220 = 30,7 А. Осталось на основании полученных данных выполнить расчет витков.
Для расчета витков используем формулу Wх =Uх*K. Для вторичной обмотки это будет W2 = U2*K = 60*1,11 = 67 витков. Для первичной расчет выполним чуть позже, так как там применяется другая формула. Довольно часто, особенно для тороидальных трансформаторов, выполняется расчет ступеней регулирования силы тока. Это делается для вывода провода на определенном витке. Выполняется расчет по следующей формуле: W1ст = (220*W2)/Uст.
Uст - выходное напряжение вторичной обмотки.
W2 - витки вторичной обмотки.
W1ст - витки первичной обмотки определенной ступени.
Но прежде необходимо рассчитать напряжение каждой ступени Uст. Для этого воспользуемся формулой U=P/I. К примеру нам необходимо сделать четыре ступени с регулировкой на 90 А, 100 А, 130 А и 160 А для нашего трансформатора мощностью 6750 Вт. Подставив данные в формулу, получим U1ст1=75 В, U1ст2=67,5 В, U1ст3=52 В, U1ст4=42,2 В.
Полученные значения подставляем в форму расчета витков для ступеней регулировки и получаем W1ст1=197 витков, W1ст2=219 витков, W1ст3=284 витка, W1ст4=350 витков. Добавив к максимальному значению полученных витков для 4-й ступени еще 5 %, получим реальное количество витков - 385 витков.
Напоследок рассчитываем сечение провода на первичной и вторичной обмотках. Для этого делим максимальный ток для каждой обмотки на плотность тока. В результате получим Sперв = 11 мм2 и Sвтор = 60 мм2.
Важно! Расчет трансформатора контактной сварки выполняется аналогичным образом. Но есть ряд существенных отличий. Дело в том, что номинальная сила тока вторичной обмотки для таких трансформаторов порядка 2000 - 5000 А для маломощных и до 150000 А для мощных. В дополнение для таких трансформаторов регулировка делается до 8 ступеней с использованием конденсаторов и диодного моста.
Монтаж сварочного трансформатора
Имея на руках все расчеты и схему, можно приступать к сборке трансформатора. Все работы будут не столько сложными, сколько кропотливыми, так как придется считать количество витков и не сбиваться со счета. Несмотря на то, что наибольшей популярностью среди самодельных аппаратов пользуется тороидальный трансформатор для сварки, рассмотрим монтаж на примере трансформатора с П-образным сердечником. Этот тип трансформаторов несколько проще в сборке в отличие от тороидального и второй по популярности среди самоделок.

Работы начинаем с создания каркасов для обмоток . Для этого используем текстолитовые пластины. Этот материал применяется для создания штампованных плат. Из пластин вырезаем детали для двух коробов. Каждый короб будет состоять из двух верхних крышек с прорезями для четырех стенок. Площадь внутренних прорезей будет соответствовать площади сечения сердечника с небольшим увеличением для стенок короба. Пример того, как должны выглядеть части короба, можно увидеть на фото.

Собрав каркасы для обмоток, изолируем их термостойкой изоляцией . После чего начинаем мотать обмотки.


Провода для обмоток желательно брать с термостойкой стеклянной изоляцией. Это, конечно, будет несколько дороже в сравнении с обычной проводкой, но в результате не будет головной боли относительно возможного перегрева и пробоя в обмотках. После того как намотали один слой проводки, изолируем его и только после этого начинаем мотать следующий. Не забываем делать отводы на определенном числе мотков. В завершение создания обмоток наматываем слой верхней изоляции. На концах отводов закрепляем медные болты.
Важно! Прежде чем установить и закрепить болты на концах проводов, протягиваем последние сквозь дополнительные отверстия, прорезанные в верхней пластине каркаса из текстолита.


Теперь приступаем к сборке и шихтованию магнитопровода сварочного трансформатора . Для него используется железо, созданное специально для этого. Металл имеет определенные показатели магнитной индукции, и не подходящая марка может все испортить. Металлические пластины для сердечника можно снять со старых трансформаторов или купить по отдельности. Сами пластины имеют толщину около 1 мм, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.

По завершению сборки трансформатора делаем диодный мост и устанавливаем регулятор силы тока. Для диодного моста используем диоды типа В200 или KBPC5010. Каждый диод рассчитан на 50 А, поэтому для сварочного трансформатора с номинальной силой тока в 180 А потребуется 4 таких диода. Все диоды закрепляются к алюминиевому радиатору и подключаются параллельно с дросселем отводам из обмоток. Осталось лишь собрать корпус и поместить туда сварочный трансформатор.
![]()
Хороший сварочный трансформатор своими руками может не получиться с первого раза. Причин тому множество, начиная с ошибок в расчетах и заканчивая отсутствием опыта сборки и монтажа электрооборудования. Но все приходит с опытом, и один-два раза перемотав обмотки трансформатора, можно получить желаемый результат.
В строительных, монтажных и ремонтных работах применяется сварочный аппарат. Обычно конструкция приобретается в готовом виде, но можно сделать её и самому. В этом случае происходит значительная экономия денежных средств. Более того, этот процесс способен увлечь тех, кто любит заниматься изготовлением чего-то нового.
Соединения, электроды и обмотки
Для того чтобы собрать сварочный аппарат своими руками, необходимо определиться со схемой, на основе которой и будет проведена работа. Еще до начала основных работ стоит продумать, как будет питаться агрегат. Если напряжение большее, то использование аппарата может навредить здоровью человека.

Обычно для питания оборудования используют однофазную сеть в 220 В. В этом случае необходимо использование добавочной обмотки (специального балласта), с помощью которой осуществляется регулирование периодически изменяющегося электрического тока в период сварки.






До сборки сварочного инвертора своими руками необходимо приобретение:
- Трансформаторного магнитопровода.
- Выносных конденсаторных приспособлений.
- Переключателя режимов сварки.
- Нескольких видов обмоток (первичных, вторичных, добавочных).
- Регуляторных приспособлений, которые помогают установить оптимальный сварочный режим.
- Специальных датчиков тепла.
- Приспособления, которое звуками оповещает об оптимальном режиме работы.

Зачем использовать бетон
До того, как сделать инверторный сварочный аппарат своими руками, необходимо изготовить корпус. Он изготавливается из специально приготовленного бетона, отличающегося большой степенью пластичности. Этот материал способен быстро застыть и стать нужной формы.

Из мелкозернистого песка и цемента в определённых пропорциях изготовляется корпус. Следует взять 75 процентов песка, 20 процентов цемента. Помимо этих компонентов, необходимо добавить равное количество клея ПВА и стекловаты. Иногда клей заменяют водорастворимым латексным материалом.

Начинающие мастера считают, что агрегат своими руками достаточно легко собрать, в сравнении с созданием его корпуса. При последовательной работе конструкция собирается довольно быстро.

Корпус должен быть толщиной от 1 см. Проводят очистку сварочного аппарата с последующей его просушкой, после чего начинают изготавливать корпус. Дождавшись застывания бетона, проводят наружную обработку агрегата с помощью органического мономера.






Чтобы справиться с этой задачей, специалисты рекомендуют воспользоваться стиролом или метилметакрилатом. Они помогают выполнить термическую обработку поверхности устройства. В этой ситуации следует применить температуру выше 70 градусов по шкале Цельсия.

В результате мономерной полимеризации на поверхности корпуса агрегата образуется водонепроницаемый слой. Именно он защищает поверхность конструкция от влияния окружающей среды.

Простая конструкция
Для компоновки сварочного аппарата можно использовать неисправную бытовую технику. К примеру, можно воспользоваться вышедшей из строя микроволновой печью. Вместе с ней следует взять электропроводку, хомутики, деревянные детали и наконечники.

Взяв все эти компоненты можно за короткий срок даже при минимальных познаниях в области техники изготовить конструкцию аппарата для проведения точечных сварочных работ.

Детали внутри агрегата закрепляются саморезами, шайбами или скобами соответствующих размеров. Оптимально использование исправного трансформатора сломавшейся микроволновой печи, из которого своими руками изготавливается оборудование.

Процесс сборки
Начинают работу с удаления вторичной обмотки с трансформатора. Эта операция требует аккуратности. Она проводится угловым шлифовальным станком.

Далее проводят удаление с поверхности вторичной обмотки пластинчатого сердечника. После проведения операции на трансформаторе можно обнаружить отрезанные с двух сторон части. С их помощью работа будет более качественной. В идеале необходимо проследить, чтобы изолирующий слой на сердечнике был без каких-то дефектов.

Потом проводится крепление магнитного шунта. При его нормальном функционировании осуществляется работа сварочного аппарата, сделанного своими руками. Затем перематывают трансформатор, применяя толстый провод из медного материала. При повреждении сердечника необходим его ремонт. Если дефект минимальный, то участок изолируют.






На следующем этапе необходимо на деревянный брусок посадить трансформатор, закрепив верх и низ рабочей станции скобами. Если электроды прикреплены качественно, то лучше будет работать агрегат. При наличии дефектов в контактах сварить элементы будет сложно.


Фиксация электродов на верхней и нижней части бруска проводится саморезами. Потом к ним подсоединяют обмоточные провода. Необходимо правильно закрепить медные клеммы, воспользовавшись плоскогубцами, что обычно очень сложно для начинающих мастеров. Конструкция готова. Затем необходимо проверить, можно ли с помощью агрегата сварить что-либо, при этом важно следовать правилам техники безопасности.

Обычно собрать сварочный аппарат не представляет труда даже для тех людей, которые имеют минимальные познания в технике. Для этого можно воспользоваться пошаговой инструкцией с фото на всех этапах, которых существует большое количество на просторах Интернета.

Фото сварочных аппаратов своими руками





























Ни одна работа с железом не обойдётся без сварочного аппарата. Он позволяет резать и соединять металлические детали любых размеров и толщины. Хорошее решение - сделать сварку своими руками, ведь хорошие модели стоят дорого, а дешёвые - низкого качества. Для реализации идеи самостоятельного изготовления сварочника необходимо обзавестись специальным оборудованием, позволяющим оттачивать качественные навыки специалиста в реальных условиях.
Виды и характеристики инструмента
После того как все необходимые условия подготовительного этапа благополучно соблюдены, открывается возможность сделать модель сварочного устройства своими руками. Сегодня встречается множество принципиальных схем, по которым можно изготовить аппарат. Они действуют по одному из подходов:
- Постоянный или переменный ток.
- Импульсный или инверторный.
- Автоматический или полуавтоматический.
Стоит обратить внимание на аппарат, принадлежащий к трансформаторному типу. Важной характеристикой этого устройства является работа от переменного тока, позволяющая использовать его в бытовых условиях. Аппараты переменного тока способны обеспечивать номенклатурное качество швов сварных соединений. Агрегат такого типа легко найдёт своё применение в быту при обслуживании недвижимости, расположенной в частном секторе.
Для того чтобы собрать такое устройство, необходимо иметь:
- Около 20 метров кабеля или провода большого сечения.
- Металлическое основание высокой магнитной проницаемости, которое будет использовано в качестве сердечника трансформатора.
 Оптимальная конфигурация сердечника имеет стержневую основу П-образной формы. В теории запросто может подойти сердечник любой другой конфигурации, к примеру - круглой формы, взятой из статора, пришедшего в негодность электродвигателя. Но на практике наматывать обмотку на подобное основание значительно сложнее.
Оптимальная конфигурация сердечника имеет стержневую основу П-образной формы. В теории запросто может подойти сердечник любой другой конфигурации, к примеру - круглой формы, взятой из статора, пришедшего в негодность электродвигателя. Но на практике наматывать обмотку на подобное основание значительно сложнее.
Площадь сечения для сердечника, принадлежащего бытовому сварочному аппарату самодельного образца, равна 50 см 2 . Этого будет достаточно для того, чтобы применять в установке стержни от 3 до 4 мм в диаметре. Использование большего сечения лишь приведёт к увеличению массы конструкции, а эффективность аппарата выше не станет.
Инструкция изготовления
 Для первичной обмотки необходимо использовать медный провод с высокими показателями термостойкости, так как при выполнении сварочных работ она будет подвержена действию высокой температуры. Используемый провод необходимо выбирать по стеклотканевой или хлопчатобумажной изоляции
, предназначенной для стационарного применения в зоне высоких температур.
Для первичной обмотки необходимо использовать медный провод с высокими показателями термостойкости, так как при выполнении сварочных работ она будет подвержена действию высокой температуры. Используемый провод необходимо выбирать по стеклотканевой или хлопчатобумажной изоляции
, предназначенной для стационарного применения в зоне высоких температур.
Для обмотки трансформатора не допускается использование провода с ПВХ изоляцией, которая при нагревании моментально придёт в негодность. В отдельных случаях изоляцию для трансформаторной обмотки изготавливают самостоятельно.
Чтобы выполнить эту процедуру, нужно взять заготовку из хлопчатобумажной ткани или из стекловолокна, нарезать её на полоски шириной около 2 см, обмотать ими заготовленный провод и пропитать бандаж любым лаком, обладающим электротехническими свойствами. Подобная изоляция по термохарактеристикам не уступит ни одному заводскому аналогу.

Наматывают катушки по определённому принципу. Вначале накручивается половина первичной обмотки, на которую следом идёт половина вторичной. Затем приступают ко второй катушке, используя ту же технику. Для повышения качества изоляционного покрытия между слоёв обмоток вставляют фрагменты полос из картона, стекловолокна или прессованной бумаги.
Настройка оборудования
 Далее следует осуществить настройку. Она производится путём включения оборудования в сеть и снятия показаний напряжения со вторичной обмотки. Величина напряжения на ней должна составлять от 60 до 65 вольт.
Далее следует осуществить настройку. Она производится путём включения оборудования в сеть и снятия показаний напряжения со вторичной обмотки. Величина напряжения на ней должна составлять от 60 до 65 вольт.
Точная подгонка параметров осуществляется путём уменьшения или увеличения длины обмотки. Для получения качественного результата величину напряжения на вторичной обмотке следует подогнать под заданные параметры.
К первичной обмотке готового сварочного трансформатора подключают кабель ВРП либо провод ШРПС, который будет использован для подключения к сети. Один из выводов вторичной обмотки подают на клемму, к которой впоследствии будет подключаться «масса», а второй - подаётся на клемму, подключённой к кабелю. Последняя процедура закончена и новый сварочный аппарат готов к эксплуатации.
Производство малогабаритного агрегата
Для изготовления небольшого сварочного аппарата легко подойдёт автотрансформатор от телевизора советского образца. Его можно запросто использовать для получения вольтовой дуги. Чтобы все получилось правильно, между выводами автотрансформатора подключают графитовые электроды. Эта несложная конструкция позволяет исполнить несколько простых работ с применением сварки, таких как:
- Изготовление или починка термопар.
- Разогрев до максимальной температуры изделий из высокоуглеродистой стали.
- Закалка инструментальной стали.
 Самодельный сварочный аппарат, созданный на базе автотрансформатора, обладает существенным недостатком. Использовать его необходимо соблюдая дополнительные меры предосторожности. Не имея гальванической развязки с электрической сетью, он является довольно опасным прибором.
Самодельный сварочный аппарат, созданный на базе автотрансформатора, обладает существенным недостатком. Использовать его необходимо соблюдая дополнительные меры предосторожности. Не имея гальванической развязки с электрической сетью, он является довольно опасным прибором.
Оптимальными параметрами автотрансформатора, пригодного для создания сварочного аппарата, считают выходное напряжение в пределах от 40 до 50 вольт и малая мощность от 200 до 300 ватт. Этот аппарат способен выдавать от 10 до 12 ампер рабочего тока, что будет достаточно при сварке проводов, термопар и других элементов.
В качестве электродов для созданного своими руками мини сварочного аппарата можно использовать грифели от простого карандаша. Держателями для импровизированных электродов могут послужить клеммы, которые есть на разных электроприборах.
Для производства сварочных работ держатель подсоединяют к одному из выводов вторичной обмотки, а свариваемую деталь к другому. Ручку для держателя лучше всего изготовить из стеклотекстолитовой шайбы или из другого термостойкого материала. Следует заметить, что дуга подобного устройства действует достаточно кратковременно, не давая перегреваться используемому автотрансформатору.
Аппарат для сварки применяют при некоторых видах кузовных работ для соединения металлических деталей. Однако работы с использованием данных устройств производят обычно при наличии серьезных повреждений кузова, которые встречаются сравнительно редко. Поэтому приобретать новый относительно дорогостоящее устройство для разового использования нецелесообразно. Для бытового применения можно сделать сварочный аппарат своими руками.
Особенности
Нужно учитывать, что изготавливать сварочный аппарат самостоятельно выгодно только при наличии некоторых исходных составляющих. Это объясняется тем, что, хотя собрать простейшую модель рассматриваемого устройства несложно, материалы, требуемые для этого, весьма дорогостоящие. Поэтому если приобретать их по отдельности специально для изготовления данного прибора своими руками, по итоговой стоимости он может оказаться близок к новому фирменному инструменту, который, конечно, будет превосходить по техническим характеристикам самодельный сварочный аппарат.
Конструкция
Основу рассматриваемого инструмента составляет трансформатор, служащий источником энергии. Он представляет собой две катушки медного провода, намотанные на сердечник из металла. Причем катушки различаются по количеству витков. Та из них, которая подключается к электросети, называется первичной. Во вторичной катушке при этом возникает ток меньшего напряжения, но большего ампеража благодаря индукции.
Нужно учитывать, что сварочный аппарат, имеющий малую силу тока, производит низкокачественную сварку, в то время как чрезмерно большая сила тока приводит к сжиганию электродов и резке металла.
Сварочный аппарат можно оснастить трансформатором, например, от СВЧ-печи. Однако так как на его вторичной обмотке возникает напряжение около 2000 вольт, необходимо внести некоторые изменения в конструкцию своими руками с целью понижения напряжения, а именно сократить число витков.

Для понижения напряжения вторичную обмотку распиливают в двух местах и вытаскивают из катушки. При этом нужно соблюдать осторожность, чтобы не повредить первичную обмотку. Затем вторичную обмотку перематывают более толстым проводом либо проводом ПЭВ с эмалевой изоляцией или термобумагой толщиной 0,05 мм. Желательно использовать третий вариант, так как это позволяет избежать возникновения скин-эффекта, проявляющегося в случае применения обычного провода. Он состоит в вытеснении высокочастотных токов, что приводит к перегреву проводника.
Созданную обмотку покрывают тонкоизоляционным лаком. Такие параметры, как количество витков и толщина, вычисляют для каждой модели трансформатора. Однако выведены и оптимальные значения: толщина обмотки - 0,3 мм, ширина - 40 мм, толщина провода - 0,5-0,7 мм.
Если в наличии отсутствует трансформатор от СВЧ-печи или какого-либо другого прибора, можно собрать его своими руками. Для этого потребуется сердечник с поперечным сечением 25-55 см² из трансформаторного железа, отличающегося высокой магнитной проницаемостью, медный провод длиной в несколько десятков метров, изоляционные материалы.
Что касается провода, наилучшим вариантом считают термостойкий провод из меди со стеклотканевой, х/б или в крайнем случае резиновой изоляцией. Можно сделать изоляцию своими силами. Для этого нужно нарезать изоляционный материал полосками по 2 см и обернуть ими провод.
Окончательный этап – пропитка электротехническим лаком. Чем качественнее изоляция, тем ниже возможность перегрева инструмента. Параметры обмотки рассчитывают на основе технических характеристик прибора. Выходное напряжение холостого хода самодельного сварочного аппарата колеблется от 60 до 65 В, рабочее напряжение - от 18 до 24 В. При самой высокой мощности и электроде диаметром 4 мм мощность во вторичной обмотке составляет 3,5-4 кВт, в первичной - около 5 кВт, с учетом потерь. Ток при этом составляет около 25 А.
![]()
Количество витков определяют на основе напряжения с учетом площади сечения сердечника магнитопровода в 2 см. На 1 В при качественном проводе приходится 0,9 - 1,1 витков. Общее количество получают путем деления уровня напряжения на частоту. Таким способом рассчитывают показатели для обеих обмоток. На основе этого можно определить требуемую длину провода путем умножения длины одного витка на их общее количество. При этом нужно взять некоторый запас.
Перед намоткой катушек нужно сделать каркасы из текстолита или электротехнического картона, которые свободно надеваются на сердечник. Между первичной и вторичной намотками необходимо проложить изоляцию в виде стеклоткани, электротехнического или обычного картона.
Корпус
Сварочный аппарат следует оснастить корпусом, в который помещают трансформатор для сохранения от воздействия внешних факторов. При его выборе или изготовлении нужно учитывать, что из-за электромагнитного излучения для этого подходят не все материалы. Наилучшими вариантами считают цельновыгнутый жесткий стальной корпус либо корпус из диэлектрических материалов. Второй вариант сложнее найти или собрать своими руками, к тому же он менее прочен, однако позволяет избежать вибрации и потери энергии в конструктивных элементах трансформаторов, вызываемых вихревыми токами, которые возбуждаются сильными магнитными полями рассеивания вблизи обмоток.
В корпусах из прочих материалов данные отрицательные явления можно несколько снизить (на 30-50 % в зависимости от конструкции и материала корпуса), если сделать на корпусе продольные рассечки.
Большинство самодельных сварочных инструментов не имеет цельного корпуса. Это позволяет избежать таких проблем, связанных с ним, как вибрации, вихревые токи и потери энергии. Однако в таком случае сварочный аппарат подвержен воздействию внешних факторов, что приводит к резкому снижению надежности и безопасности работ. К тому же нужно учитывать, что вышеупомянутые потери составляют несколько процентов, что почти незаметно на фоне сопротивления в линиях электропередач и флуктации напряжения в сети.

Кроме того, желательно оснастить аппарат регулировкой вторичного напряжения для плавного регулирования сварочного тока. Это позволит скомпенсировать потери в проводах большой длины, что особо актуально при работе вдали от питающей сети. В фирменных инструментах присутствует ступенчатая регулировка напряжения путем переключения обмоток. Домашний электросварочный аппарат можно оснастить схемой выпрямления напряжения, построенной на тиристорах.
Вопрос надежности
Сварочный аппарат, сделанный своими руками, в большинстве случаев оказывается не таким надежным, как фирменный аналог. Поэтому при изготовлении следует принять некоторые меры по ее повышению.
Основным фактором, приводящим к преждевременному выходу из строя рассматриваемых устройств, считают перегрев. Для снижения возможности его возникновения, прежде всего, необходимо сделать эффективную изоляцию. Для этого требуются надежные обмоточные провода с плотностью тока до 5-7 А/кв.мм. Однако этого может оказаться недостаточно.
Для быстрого охлаждения провода нужно обеспечить взаимодействие с воздухом. Для этого в обмотках нужно сделать щели. После первого слоя провода и через каждые два последующих с внешних сторон вставляют гетенаксовые или деревянные планки 5-10 мм.
Таким образом обеспечивают контакт каждого слоя провода с воздухом с одной стороны. Если сварочный аппарат не имеет вентиляторов, щели ориентируют вертикально для обеспечения постоянной циркуляции воздуха. В таком случае снизу поступает холодный воздух, теплый уходит вверх.

Более эффективным вариантом обеспечения охлаждения трансформатора сварочного аппарата, естественно, является вентилятор. Его обдув почти не сказывается на скорости нагрева, но значительно ускоряет охлаждение. Однако нужно учитывать, что для трансформатора с закрытыми обмотками проблема перегрева не решится даже при установке мощного вентилятора. В таком случае его возможно избежать лишь умеренным режимом работы.
Существует еще один вариант решения проблемы перегрева трансформатора. Он состоит в погружении его в трансформаторное масло. Данная жидкость не только отводит тепло, но и является дополнительным изолятором. В таком случае корпус трансформатора должен представлять герметичную емкость.
Наиболее проблемными с точки зрения перегрева являются тороидальные трансформаторы. Они быстро нагреваются и медленно охлаждаются. Также достаточно серьезной проблемой самодельных трансформаторов считают вибрацию, возникающую при работе вследствие притяжения металлических элементов создаваемым ими переменным магнитным полем. Из-за этого возникает трение проводов, которое приводит к разрушению изоляции, а также разрушение и продавливание обмоток на углах каркаса. Для снижения последствий воздействия вибрации необходимо сделать качественную изоляцию. Также нужно прочно закрепить все неподвижные элементы.
Следует избегать хранения и использования сварочного аппарата в условиях повышенной влажности. Вода, конденсирующаяся в щелях изоляции, является проводником тока. Перед использованием инструмент нужно проверить. Если напряжение выходит за пределы 60 - 65 В, увеличивают или уменьшают обмотку.





